Η διάτρηση/μήτρα πρέσας φρένου χωρίζεται σε άνω και κάτω καλούπια, τα οποία χρησιμοποιούνται για τη διαμόρφωση και το διαχωρισμό καλουπιών σφράγισης λαμαρίνας. Το καλούπι για διαμόρφωση έχει κοιλότητα και το καλούπι για διαχωρισμό έχει κοπτική άκρη. Η διάτρηση/μήτρα της μηχανής πρέσας φρένου έχει μεγάλη επίδραση στην ακρίβεια του τεμαχίου εργασίας. Στη διαδικασία κάμψης, το καλούπι είναι το μόνο που έρχεται σε επαφή με το τεμάχιο εργασίας.
Τα καλούπια του φρένου πίεσης της μηχανής κάμψης/πρεσάρισμα του φρένου είναι σχήματος L, σχήματος R, σχήματος U, σχήματος Z, κ.λπ. γωνία 15 μοιρών κλπ. Το κάτω καλούπι έχει διπλή αυλάκωση 4~18V και μονή αυλάκωση με διαφορετικά πλάτη αυλακώσεων, καθώς και κάτω καλούπι R, κάτω καλούπι οξείας γωνίας, καλούπι ισοπέδωσης κ.λπ.

Εξαιρετικά υψηλή ακρίβεια
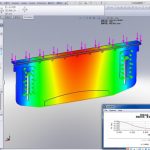
Είναι πολύ σημαντικό η ακρίβεια του καλουπιού να επηρεάζει σε μεγάλο βαθμό την ακρίβεια του τεμαχίου κατά τη διαδικασία κάμψης. Η φθορά του καλουπιού πρέπει να ελεγχθεί πριν από τη χρήση. Η μέθοδος επιθεώρησης είναι η μέτρηση του μήκους από το μπροστινό άκρο του επάνω καλουπιού μέχρι τον ώμο και του μήκους μεταξύ του ώμου του κάτω καλουπιού. Για τα συμβατικά καλούπια, η απόκλιση ανά μέτρο πρέπει να είναι περίπου ±0,0083 mm και η απόκλιση συνολικού μήκους δεν πρέπει να είναι μεγαλύτερη από ±0,127 mm. Όσον αφορά το καλούπι λείανσης ακριβείας, η ακρίβεια ανά μέτρο πρέπει να είναι ±0,0033 mm και η συνολική ακρίβεια δεν πρέπει να είναι μεγαλύτερη από ±0,0508 mm. Γενικά συνιστάται η χρήση καλουπιών λεπτής λείανσης για μηχανές ηλεκτροϋδραυλικής κάμψης ή μηχανές κάμψης άξονα στρέψης και συμβατικών καλουπιών για μηχανές χειροκίνητης κάμψης.
Το τμήμα εργαλείου της μηχανής φρένων CNC όπως παρακάτω:

Αυτόματη σταθερή εγκατάσταση
Το επάνω καλούπι εγκαθίσταται όταν ο ολισθητήρας ανεβαίνει στο πάνω νεκρό σημείο και το σύστημα σύσφιξης καλουπιού μπορεί να κρατήσει πολλά καλούπια στη θέση τους μέχρι να εφαρμοστεί η πίεση σύσφιξης.
Υδραυλικό σύστημα σύσφιξης
Το υδραυλικό σύστημα σύσφιξης είναι η πιο αποτελεσματική μέθοδος σύσφιξης. Τόσο τα νέα όσο και τα παλιά μηχανήματα μπορούν να χρησιμοποιήσουν αυτό το σύστημα σύσφιξης, εξοικονομώντας χρόνο και κόστος. Εάν η φέρουσα επιφάνεια της παλιάς κάμψης είναι κατεστραμμένη, το υδραυλικό σύστημα σύσφιξης θα είναι η καλύτερη επιλογή για την αποκατάσταση της ζημιάς, βελτιώνοντας παράλληλα την αποτελεσματικότητα της σύσφιξης και της εγκατάστασης.

Πιέστε αυτόματα στη θέση του
Όταν εφαρμόζεται πίεση σύσφιξης, η άνω μήτρα τραβιέται προς τα πάνω και συμπιέζεται αυτόματα στη θέση της. Αυτό εξαλείφει την ανάγκη να πιέσετε το πάνω καλούπι στο κάτω μέρος του καλουπιού κατά τη διάρκεια της διαδικασίας κάμψης.
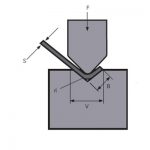
Η επιλογή του punch/die
Αρχικά, καθορίστε το πάχος του φύλλου που θα λυγίσει. Για παράδειγμα, θέλετε να λυγίσετε πλάκες πάχους 0,75 mm έως 6,30 mm. Στη συνέχεια, πολλαπλασιάστε το πάχος του λεπτότερου φύλλου επί 8 για να υπολογίσετε το ελάχιστο απαιτούμενο μέγεθος V-die. Σε αυτό το παράδειγμα, μια πλάκα 0,75 mm είναι το ελάχιστο καλούπι που απαιτείται, άρα 0,75×8=6. Τρίτον, πολλαπλασιάστε το πάχος του παχύτερου φύλλου επί 8 για να υπολογίσετε το απαιτούμενο μέγιστο μέγεθος μήτρας σε σχήμα V.
Αρχή 8 φορές
Δηλαδή το άνοιγμα του καλουπιού σε σχήμα V να είναι 8 φορές το πάχος του φύλλου. Πολλαπλασιάστε το πάχος του φύλλου επί 8 για να επιλέξετε το πλησιέστερο καλούπι. Για παράδειγμα, μια πλάκα πάχους 1,5 mm απαιτεί καλούπι 12 mm (1,5×8=12 mm). Εάν πρόκειται για πλάκα 3,0 mm, απαιτείται καλούπι 24,0 mm. (3,0×8=24,0). Αυτή η αναλογία μπορεί να προσφέρει την καλύτερη επιλογή γωνίας, γι' αυτό και πολλοί την αποκαλούν "καλύτερη επιλογή". Τα περισσότερα δημοσιευμένα γραφήματα κάμψης επικεντρώνονται επίσης σε αυτόν τον τύπο.
Κανόνες επιλογής μοντέλου
Ο κανόνας επιλογής για την κάμψη τεμαχίων σε σχήμα L είναι ότι δεν υπάρχουν κανόνες, μπορεί να χρησιμοποιηθεί σχεδόν οποιαδήποτε άνω μήτρα. Έτσι, όταν επιλέγετε τα επάνω καλούπια για μια ομάδα τεμαχίων εργασίας, τα τεμάχια σε σχήμα L μπορούν να θεωρηθούν τελευταία, επειδή σχεδόν κάθε άνω καλούπι μπορεί να τα λυγίσει. Όταν λυγίζετε αυτά τα τεμάχια εργασίας σε σχήμα L, συνιστάται η χρήση άνω καλουπιών που μπορούν επίσης να λυγίσουν άλλα τεμάχια εργασίας. Όταν αγοράζετε καλούπια, όσο λιγότερα τόσο καλύτερα. Αυτό δεν γίνεται μόνο για την ελαχιστοποίηση του κόστους καλουπιού αλλά και για τη μείωση του αριθμού των απαιτούμενων σχημάτων καλουπιού και για τη μείωση του χρόνου εγκατάστασης.


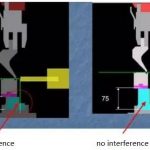
Όταν το πάνω τμήμα του τεμαχίου εργασίας είναι μακρύτερο από το κάτω τμήμα, απαιτείται καλούπι με λαιμό χήνας. Όταν το πάνω τμήμα του τεμαχίου εργασίας είναι πιο κοντό από το κάτω τμήμα, οποιαδήποτε άνω μήτρα είναι μια χαρά. Όταν το άνω τμήμα και το κάτω τμήμα του τεμαχίου εργασίας έχουν τα ίδια μήκη, απαιτείται ένα άνω καλούπι οξείας γωνίας. Συνοπτικά, ο κανόνας επιλογής της άνω μήτρας εξαρτάται κυρίως από την παρεμβολή του τεμαχίου εργασίας, όπου το λογισμικό προσομοίωσης κάμψης μπορεί να παίξει σημαντικό ρόλο. Εάν το χρησιμοποιούμενο σύστημα δεν μπορεί να προσομοιώσει την κατάσταση κάμψης, μπορείτε να χρησιμοποιήσετε το σχέδιο με το φόντο του πλέγματος για να ελέγξετε χειροκίνητα την παρεμβολή του άνω τεμαχίου προς κατεργασία καλουπιού, όπως φαίνεται στο παρακάτω σχήμα.


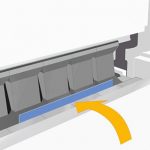
Χωρίς καλούπι με εσοχές
Σχεδόν όλα τα τυπικά καλούπια μηχανών κάμψης σε σχήμα V αφήνουν κάποια σημάδια στο τεμάχιο εργασίας, αυτό συμβαίνει επειδή το μέταλλο πιέζεται μέσα στο καλούπι κατά την κάμψη. Στις περισσότερες περιπτώσεις, τα σημάδια είναι μικρά ή αποδεκτά. Η αύξηση της ακτίνας μπορεί να μειώσει τα σημάδια. Αλλά μερικές φορές ακόμη και τα πιο μικρά σημάδια είναι απαράδεκτα, όπως βαμμένα ή γυαλισμένα πιάτα πριν λυγίσουν. Τα ένθετα από νάιλον μπορούν να χρησιμοποιηθούν για την εξάλειψη των εσοχών, όπως φαίνεται στην παρακάτω εικόνα. Η κάμψη χωρίς εσοχές είναι ιδιαίτερα σημαντική για κατασκευασμένα εξαρτήματα αεροσκαφών ή αεροδιαστημικής, επειδή είναι δύσκολο για τους επιθεωρητές να επιθεωρήσουν ένα μέρος με γυμνό μάτι και να διακρίνουν γρατσουνιές και ρωγμές.

Σχετικά προϊόντα
 Πώς να επιλέξετε την χωρητικότητα της μηχανής υδραυλικής πρέσας φρένων
Πώς να επιλέξετε την χωρητικότητα της μηχανής υδραυλικής πρέσας φρένων- WILA Αποτελεσματικό Διάλυμα Κάμψης Μεσαίων και Παχύρων Πλακών
- Χρησιμοποιήστε το Skills of CNC Bending Machine
- Συμβατική Ακολουθία Κάμψης και Καθημερινή Χρήση Προδιαγραφές Καλουπιού Μηχανής Κάμψης
- Υπολογισμός της δύναμης κάμψης κατά την ελεύθερη κάμψη της μηχανής κάμψης λαμαρίνας
- Από τι είναι κατασκευασμένα τα μήτρα Press Brake; Τι είναι το Press Brake Tooling;
- Πόσοι τύποι φρένων υδραυλικής πρέσας
- Γιατί να προσθέσετε ένα σύστημα αντιστάθμισης σε ένα μηχάνημα κάμψης με πρέσα φρένων
- Τι είναι το Press Brake Crowning
- Πώς να υπολογίσετε το επίδομα κάμψης για το φρένο πίεσης