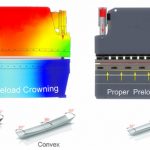
Η μηχανή κάμψης CNC είναι σημαντικός εξοπλισμός στην επεξεργασία λαμαρίνας και η ακρίβεια εργασίας της επηρεάζει άμεσα την ακρίβεια κάμψης του τεμαχίου εργασίας. Στη διαδικασία κάμψης του τεμαχίου εργασίας, το μηχάνημα του φρένου πίεσης υπόκειται στη μεγαλύτερη δύναμη και στα δύο άκρα του ολισθητήρα και η δύναμη αντίδρασης κατά την κάμψη της πλάκας προκαλεί κοίλη παραμόρφωση στην κάτω επιφάνεια του ολισθητήρα. Η παραμόρφωση του μεσαίου τμήματος του ολισθητήρα είναι η μεγαλύτερη και η τελική γωνία κάμψης του τεμαχίου εργασίας Το μέγεθος ποικίλλει σε όλο το μήκος.
Πάγκος εργασίας-πλήρες φορτίο-παραμόρφωση


Προκειμένου να εξαλειφθούν οι δυσμενείς επιπτώσεις που προκαλούνται από την παραμόρφωση του ολισθητήρα, είναι απαραίτητο να αντισταθμιστεί η παραμόρφωση παραμόρφωσης του ολισθητήρα. Οι συνήθεις μέθοδοι αντιστάθμισης περιλαμβάνουν την υδραυλική αντιστάθμιση και τη μηχανική αντιστάθμιση, που κάνουν το μέσο του τραπεζιού εργασίας να παράγει ελαστική παραμόρφωση προς τα πάνω για αντιστάθμιση.


Διάγραμμα ανάλυσης συντελεστών ασφάλειας καλουπιών

Δύο μέθοδοι αντιστάθμισης
1. Υδραυλική αντιστάθμιση
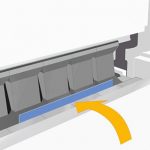
Ο υδραυλικός αυτόματος μηχανισμός αντιστάθμισης παραμόρφωσης του πάγκου εργασίας αποτελείται από μια ομάδα κυλίνδρων λαδιού που είναι εγκατεστημένοι στον κάτω πάγκο εργασίας. Η θέση και το μέγεθος κάθε κυλίνδρου αντιστάθμισης σχεδιάζονται σύμφωνα με την καμπύλη αντιστάθμισης παραμόρφωσης του ολισθητήρα και την ανάλυση πεπερασμένων στοιχείων του πάγκου εργασίας. Η υδραυλική αντιστάθμιση είναι η αντιστάθμιση διόγκωσης της ουδέτερης έκδοσης που πραγματοποιείται μέσω της σχετικής μετατόπισης μεταξύ των μπροστινών, των μεσαίων και των πίσω τριών κατακόρυφων πλακών. Η αρχή είναι να πραγματοποιηθεί η διόγκωση μέσω της ελαστικής παραμόρφωσης της ίδιας της χαλύβδινης πλάκας, έτσι ώστε το ποσό αντιστάθμισης να μπορεί να ρυθμιστεί εντός του ελαστικού εύρους του τραπεζιού εργασίας.

2. Μηχανική αντιστάθμιση
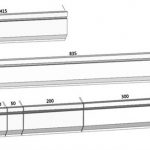
Η μηχανική αντιστάθμιση αποτελείται από ένα σύνολο προεξεχόντων λοξών σφηνών με κεκλιμένες επιφάνειες και κάθε προεξέχουσα σφήνα σχεδιάζεται σύμφωνα με την καμπύλη παραμόρφωσης του ολισθητήρα και του τραπεζιού εργασίας με βάση την ανάλυση πεπερασμένων στοιχείων. Το σύστημα αριθμητικού ελέγχου υπολογίζει το απαιτούμενο ποσό αντιστάθμισης σύμφωνα με τη δύναμη φορτίου όταν το τεμάχιο εργασίας είναι λυγισμένο (αυτή η δύναμη θα προκαλέσει την παραμόρφωση και την παραμόρφωση του ολισθητήρα και της κάθετης πλάκας του τραπεζιού εργασίας) και ελέγχει αυτόματα τη σχετική κίνηση των κυρτών σφηνών αντισταθμίστε την παραμόρφωση παραμόρφωσης που προκαλείται από το συρόμενο μπλοκ και η κατακόρυφη πλάκα του πάγκου εργασίας μπορεί να αποκτήσει το ιδανικό τεμάχιο εργασίας κάμψης. Η αντιστάθμιση μηχανικής παραμόρφωσης πραγματοποιείται ελέγχοντας τη θέση για να επιτευχθεί "προ-κρούση". Ένα σετ από σφήνες σχηματίζει μια γραμμή στην κατεύθυνση του μήκους του τραπεζιού εργασίας. Η καμπύλη με την ίδια κάμψη καθιστά το κενό μεταξύ του άνω και του κάτω καλουπιού συνεπές κατά την κάμψη, εξασφαλίζοντας την ίδια γωνία του τεμαχίου προς κατεργασία κάμψης κατά τη διεύθυνση μήκους.


Σχετικά προϊόντα
 Συνήθεις μηχανικές βλάβες και συντήρηση μηχανών κάμψης πρέσας φρένων
Συνήθεις μηχανικές βλάβες και συντήρηση μηχανών κάμψης πρέσας φρένων- Καλούπι μηχανής κάμψης φρένων China Press Brake
- 4 βήματα για να γνωρίζετε E21 System of CNC Sheet Metal Bender
- Τι είναι το Press Brake Crowning
- Πώς να επιλέξετε την χωρητικότητα της μηχανής υδραυλικής πρέσας φρένων
- Από τι είναι κατασκευασμένα τα μήτρα Press Brake; Τι είναι το Press Brake Tooling;
- Πώς να κάνετε αντιστάθμιση παραμόρφωσης για λυγιστή λαμαρίνας CNC
- Χρησιμοποιήστε το Skills of CNC Bending Machine
- Πόσοι τύποι φρένων υδραυλικής πρέσας
- Πώς να επιλέξετε το κατάλληλο CNC Hydraulic Press Brake Machine