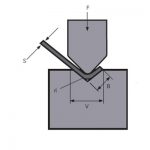
Η μηχανή κάμψης με πρέσα φρένου εκτελεί κυρίως κάμψη της πλάκας σε ευθεία γραμμή. Με τη χρήση απλών καλουπιών και εξοπλισμού επεξεργασίας, το μεταλλικό φύλλο μπορεί να συμπιεστεί σε ένα συγκεκριμένο γεωμετρικό σχήμα και μπορεί επίσης να υποστεί επεξεργασία με τέντωμα, διάτρηση, διάτρηση και συμπίεση αυλάκωσης. Στην πραγματική παραγωγή, η μηχανή φρένων CNC χρησιμοποιείται κυρίως για την πραγματοποίηση της κάμψης διαφόρων γεωμετρικών σχημάτων μεταλλικών κιβωτίων, κελύφους κιβωτίων, δοκών σχήματος U και ορθογωνίων. Η επεξεργασία του έχει τα πλεονεκτήματα της μεγάλης ευθύτητας κάμψης, χωρίς σημάδια δοντιών, χωρίς ξεφλούδισμα, χωρίς ρυτίδες κ.λπ.
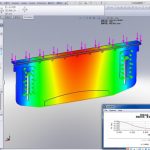
Με τη συνεχή ανάπτυξη της τεχνολογίας κατασκευής μηχανών κάμψης CNC, τα πλεονεκτήματά της όπως η υψηλή ακρίβεια τοποθέτησης, η ευκολία, η αντιστάθμιση διαταραχών μηδενικής δραστηριότητας και η καλή συνοχή των επεξεργασμένων προϊόντων ευνοούνται όλο και περισσότερο από την πλειονότητα των εταιρειών κατασκευής λαμαρινών. Ωστόσο, με περιορισμένες επιθυμίες, η καλύτερη χρήση της μηχανής κάμψης και η πλήρης εφαρμογή των λειτουργιών και των πλεονεκτημάτων της έχει γίνει ένα πρόβλημα που οι κατασκευαστές που χρησιμοποιούν μηχανή κάμψης με πρέσα φρένου CNC δίνουν προσοχή και πρέπει επειγόντως να λύσουν. Στη μακροπρόθεσμη διαδικασία κατασκευής και χρήσης, η Zhongrui έχει επεκτείνει αποτελεσματικά τις λειτουργίες της μηχανής κάμψης και έχει συσσωρεύσει εμπειρία μέσω της προσθήκης βοηθητικών εργαλείων, του μετασχηματισμού των υπαρχόντων καλουπιών και της ευέλικτης χρήσης του χώρου. Αυτό το άρθρο λαμβάνει ως παράδειγμα τη μηχανή φρένων CNC DA66T της Zhongrui και παρουσιάζει λεπτομερώς τις δεξιότητες χρήσης.
Προσθέστε βοηθητικό εργαλείο
Εάν θέλετε να κάνετε την εργαλειομηχανή πρέσα φρένου ευέλικτη και εύκολη στη χρήση, η προσθήκη βοηθητικών εργαλείων είναι απαραίτητη. Η αύξηση των βοηθητικών εργαλείων μπορεί όχι μόνο να επεκτείνει το εύρος επεξεργασίας της εργαλειομηχανής κάμψης CNC αλλά και να βελτιώσει την απόδοση επεξεργασίας.
1) Πλάκα μετάβασης (υποβοηθούμενη μεσαία πλάκα για γρήγορη μούχλα)
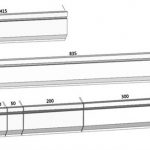
Το ύψος ανοίγματος της μηχανής κάμψης αναφέρεται στην απόσταση μεταξύ των άνω και κάτω τραπεζιών εργασίας. Επειδή η μηχανή κάμψης CNC DA66T έχει μεγαλύτερο ύψος ανοίγματος, σκεφτείτε να χρησιμοποιήσετε ένα μεγάλο άνοιγμα για να επεκτείνετε το εύρος επεξεργασίας. Όπως φαίνεται στο Σχήμα 1, η προσθήκη μιας άλλης πλάκας μετάβασης στην αρχική πλάκα μετάβασης μπορεί να αυξήσει το ύψος πλευρικής κάμψης του εξαρτήματος (έως 85 mm), έτσι ώστε να μπορεί να πραγματοποιηθεί βαθιά επεξεργασία με υψηλότερες πλευρικές άκρες κάμψης. Ο αυτοκατασκευασμένος πίνακας μετάβασης μπορεί να προσαρμόσει το πλάτος του πίνακα μετάβασης σύμφωνα με τα δικά σας κοινά μέρη και είναι πιο κατάλληλος για την επεξεργασία εξαρτημάτων μικρού πλάτους με υψηλότερες άκρες κάμψης και στις δύο πλευρές.

2) Γωνία του μπροστινού πίνακα
Όπως φαίνεται στο Σχήμα 2, το μπροστινό μέρος του μηχανήματος είναι εξοπλισμένο με μια γωνία, η οποία μπορεί να τοποθετήσει μικρά εξαρτήματα και να μειώσει το χρόνο λήψης εξαρτημάτων. Ταυτόχρονα, εγκαθίσταται ένα μικρό τραπέζι εργασίας για τη διευκόλυνση της επεξεργασίας και συλλογής μικροσκοπικών τεμαχίων.

Αξιοποιήστε πλήρως το καλούπι
Η χρήση της μηχανής κάμψης φρένων CNC βασίζεται κυρίως στα άνω και κάτω καλούπια. Εάν ο αριθμός των καλουπιών είναι μικρός και η εφαρμογή δεν είναι ευέλικτη, το εύρος επεξεργασίας της εργαλειομηχανής θα είναι πολύ περιορισμένο. Επομένως, υπό σταθερές συνθήκες, ο τρόπος μεγιστοποίησης της λειτουργίας του υπάρχοντος καλουπιού μέσω βελτιστοποιημένου συνδυασμού και μερικού μετασχηματισμού είναι ένα πρόβλημα που πρέπει να σκεφτεί κάθε χρήστης εργαλειομηχανών. Ακολουθεί η λειτουργία επέκτασης που χρησιμοποιούμε κατά τη χρήση αλλάζοντας το καλούπι της μηχανής κάμψης CNC Εισαγωγή.
1) Επάνω μύτη λείανσης μήτρας R
Όταν η άνω μήτρα χρησιμοποιείται για μεγάλο χρονικό διάστημα, η φθορά του άκρου της θα αλλάξει ακανόνιστα. Το ύψος του καλουπιού αλλάζει και η ακρίβεια κάμψης δεν είναι εγγυημένη. Τρίβοντας, διορθώνοντας το άκρο R και ταιριάζοντας με ένα μεγαλύτερο αυλάκι σε σχήμα V, μπορούν να διπλωθούν παχιές πλάκες. Αυτό παρατείνει τη διάρκεια ζωής του καλουπιού.
2) Αλλάξτε καλούπια σκραπ για να επιτύχετε ισοπέδωση
Ελλείψει σύνθετης μήτρας κάμψης, η επίλυση του προβλήματος διαμόρφωσης του τρόπου πίεσης της νεκρής ακμής είναι ένα παράδειγμα. Το νεκρό άκρο είναι ένα λυγισμένο σχήμα στο οποίο δύο στρώματα επικαλύπτονται μεταξύ τους και συνήθως χρησιμοποιείται για ενίσχυση. Γενικά, η πλακέτα άνω των 2 mm δεν έχει σχεδόν καθόλου νεκρά άκρα πίεσης. Πιέστε το νεκρό άκρο πρέπει να σχηματιστεί από μια σύνθετη μήτρα κάμψης και πρέπει να χωριστεί σε περισσότερες από δύο διαδικασίες για να σχηματιστεί.
Η συνήθως χρησιμοποιούμενη μέθοδος είναι η χρήση μιας σύνθετης μήτρας κάμψης, όπως φαίνεται στο σχήμα 3. Στο πρώτο βήμα, το υλικό διπλώνεται στις 30° και στο δεύτερο βήμα, η γωνία κάμψης 30° τοποθετείται στο μπροστινό άκρο του σύνθετο καλούπι και το υλικό διπλώνεται σε μια νεκρή άκρη. Όμως δεν έχουμε σύνθετη μήτρα κάμψης, μόνο μήτρα κάμψης οξείας γωνίας 30°. Ολοκληρώστε το πρώτο βήμα της σύνθετης μήτρας κάμψης με το υπάρχον καλούπι και το δεύτερο βήμα μπορεί να βρει μόνο άλλη μέθοδο. Στο δεύτερο βήμα, το πάνω και το κάτω καλούπι είναι και τα δύο επίπεδα. Μετά την ανάλυση, το μεσαίο τμήμα του υπάρχοντος κάτω καλουπιού διπλής αυλάκωσης μπορεί να χρησιμοποιηθεί ως επίπεδο τμήμα και το επάνω καλούπι αναζητά επίπεδο. Βγάλτε το υπάρχον ξεσκαρταρισμένο πάνω καλούπι και τρίψτε την άκρη του μαχαιριού σε επίπεδο στυλ, λύνοντας έτσι το πρόβλημα σχηματισμού της πρέσσας της νεκρής άκρης.

Χρησιμοποιώντας αυτό το σετ τροποποιημένων καλουπιών μπορεί επίσης να ισοπεδωθεί. Στην πραγματική επεξεργασία, οι χειριστές εργαλειομηχανών κάνουν μερικές φορές λάθη, συμπεριλαμβανομένων των άκρων κάμψης ή των διαστάσεων κάμψης που δεν είναι ίσες. Στην περίπτωση που οι επιφανειακές απαιτήσεις του εξαρτήματος δεν είναι υψηλές, είναι κρίμα να απορρίψετε το εξάρτημα, μόνο για να χτυπήσετε το άκρο κάμψης επίπεδη. Το νοκ άουτ είναι πολύ επίπονο, αλλά μπορεί εύκολα να ισοπεδωθεί χρησιμοποιώντας τον παραπάνω συνδυασμό καλουπιών. Τα εξαρτήματα μπορούν εύκολα να πιεστούν με το χέρι στο πάνω και κάτω καλούπι και στη συνέχεια τα εξαρτήματα ισοπεδώνονται από τη μηχανή κάμψης CNC.
Δεξιότητες κατά τη λειτουργία
1) Τοποθέτηση μήτρων κάμψης και υλικών επεξεργασίας
Κατά την οργάνωση του σχεδίου, πρέπει να ληφθούν υπόψη οι ακόλουθοι παράγοντες:
ένα. Τακτοποιήστε υλικά του ίδιου πάχους μεταξύ τους.
σι. Τοποθετήστε μαζί τα καλούπια του ίδιου μοντέλου.
ντο. Καλούπια παρόμοιου σχήματος είναι τοποθετημένα μαζί.
Αυτό μπορεί να μειώσει τον χρόνο και τη συχνότητα αντικατάστασης καλουπιού.
2) Ορθή γωνία τοποθέτησης στενών και μικρών τμημάτων
Όταν το τμήμα κάμψης είναι στενό και μακρύ, δεν είναι εύκολο να εντοπιστεί. Κατά τη διάρκεια της επεξεργασίας, συμβαίνει συχνά ότι η τοποθέτηση μετά την απόφαση και το λυγισμένο μέρος είναι εύκολο να γέρνουν. Επομένως, χρησιμοποιώντας τη μέθοδο που χρησιμοποιείται στο σχήμα 4, το καλούπι κολλάται στο κάτω καλούπι για να διασφαλιστεί μια ορθή γωνία. Όταν λυγίζετε έτσι, το τμήμα δεν είναι εύκολο να γέρνει.

3) Κάμψη τριγωνικών τμημάτων
Όταν τα τμήματα κάμψης είναι λυγισμένα, τα μέρη με αιχμηρή γωνία δεν είναι εύκολο να είναι κοντά στον πίσω κανόνα. Γενικά, όταν ισχύει η μικρότερη διάσταση L ≤10 mm αμέσως πίσω, θα πρέπει να λαμβάνεται υπόψη η διάταξη τοποθέτησης. Στην πραγματική εργασία, ο σχεδιασμός και η διαδικασία είναι εύκολο να παραμεληθούν και συχνά εμφανίζονται τέτοια προβλήματα. Κατά την επεξεργασία, ανάλογα με το μέγεθος του εξαρτήματος, προσδιορίζεται ότι ένα μονό κομμάτι είναι ευθυγραμμισμένο με τη μήτρα κάμψης και το διπλό κομμάτι ευθυγραμμίζεται με το υπόστρωμα.
4) Προσθέστε λεπτό πιάτο R
Λόγω των διαφορετικών αναγκών των πελατών, η απαιτούμενη τιμή R στο άκρο κάμψης είναι επίσης διαφορετική. Κατά τη διαδικασία επεξεργασίας, για εξαρτήματα που δεν απαιτούν υψηλή ακρίβεια διαστάσεων, χρησιμοποιήστε μια πλάκα στήριξης για να αυξήσετε την τιμή R έτσι ώστε να μπορεί να ληφθεί η απαιτούμενη τιμή R μετά την κάμψη. Σύμφωνα με τις απαιτήσεις σχεδιασμού, το R αναφέρεται στη σχέση μεταξύ V και εσωτερικού R για να επιλέξετε το πάχος της πλάκας και να το διπλώσετε στο σχήμα που φαίνεται στην Εικόνα 5. Όταν χρησιμοποιείται, χρησιμοποιήστε ένα σφιγκτήρα για να σφίξετε το επάνω καλούπι. Αυτή η μέθοδος είναι εύκολη στη χρήση και μπορεί να χρησιμοποιηθεί σε πολλαπλά επίπεδα.

5) Ρυθμίσεις ενός μέρους και πολλαπλών καλουπιών
Η Zhongrui χρησιμοποίησε ως επίδειξη μηχανή κάμψης DA66T CNC με 2 υδραυλικούς κυλίνδρους. Δοκίμασα τη ρύθμιση πολλαπλών καλουπιών που φαίνεται στο σχήμα 6, δηλαδή, το επάνω και το κάτω καλούπι του ίδιου μοντέλου τοποθετούνται σε τμήματα ταυτόχρονα, γεγονός που μπορεί να ολοκληρώσει την επεξεργασία πολλών στροφών ολόκληρου του τμήματος, μειώνοντας τον χρόνο εγκατάστασης του καλουπιού και επαναλαμβανόμενο χειρισμό εξαρτημάτων. Προς το παρόν, η άνω μήτρα κάμψης ίσου ύψους έχει εμφανιστεί στην αγορά. Το ύψος του επάνω καλουπιού είναι όλο ομοιόμορφο και καλούπια διαφορετικών σχημάτων μπορούν επίσης να χρησιμοποιηθούν στο ίδιο τραπέζι. Με αυτόν τον τρόπο, είναι δυνατή η τμηματική κάμψη διαφορετικών καλουπιών.

6) Προγραμματίστε εγγραφές τυπικών εξαρτημάτων
Μετά την επεξεργασία των τυπικών εξαρτημάτων, οι παράμετροι επεξεργασίας θα πρέπει να καταγράφονται εγκαίρως και το πρόγραμμα θα πρέπει να αποθηκευτεί στον χώρο αποθήκευσης της μηχανής κάμψης με τον αριθμό σχεδίασης εξαρτημάτων, ώστε να μπορεί να επαναχρησιμοποιηθεί στο μέλλον, μειώνοντας σημαντικά μια σειρά των παρασκευασμάτων πριν από την κάμψη. Μπορείτε επίσης να δημιουργήσετε έναν πίνακα, ο οποίος περιέχει τις συγκεκριμένες ρυθμίσεις του ονόματος του εξαρτήματος, του αριθμού σχεδίου, των γραφικών, του υλικού και των παραμέτρων κάμψης. Το τραπέζι χωρίζεται σε πλάκες από χάλυβα, πλάκες αλουμινίου και πλάκες από ανοξείδωτο χάλυβα. Κάθε τύπος διακρίνεται από το πάχος του υλικού. Ο χρόνος που χρειάζεται για την εύρεση τυπικών ανταλλακτικών θα μειωθεί. Εάν συνδυαστεί με την κάρτα διεργασίας, αυτή είναι μια πολύ πλήρης οδηγία επεξεργασίας. Ακόμη και νέοι υπάλληλοι με μικρή εμπειρία μπορούν να ακολουθήσουν τις οδηγίες για την επεξεργασία ανταλλακτικών.
7) Το μήκος του καλουπιού δεν είναι αρκετό για να λυγίσει σε τμήματα
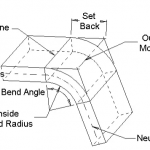
Στην επιτόπια επεξεργασία, συμβαίνει συχνά το μήκος του καλουπιού να είναι μικρότερο από το άκρο κάμψης. Επειδή πολλά ειδικά καλούπια καθορίζονται ανάλογα με τη χρήση σταθερών προϊόντων, η μέθοδος τμηματικής κάμψης χρησιμοποιείται όταν το μήκος του καλουπιού είναι μικρότερο από το άκρο κάμψης. Όπου το μήκος του καλουπιού είναι κοντά στο άκρο κάμψης, σκίστε το κάθετο άκρο στο άκρο κάμψης και, στη συνέχεια, διπλώστε το άκρο κάμψης στο απαιτούμενο μέγεθος σε τμήματα. Το Σχήμα 7α είναι το αριστερό μισό του λυγισμένου τμήματος και το Σχήμα 7β είναι το δεξί μισό του λυγισμένου τμήματος.

8) Χρησιμοποιώντας το καρφί στο πίσω μετρητή στη θέση
Όταν το μέγεθος του λυγισμένου τμήματος είναι μεγάλο και χρησιμοποιείται πίσω μετρητής στη θέση του, τα εξαρτήματα συχνά βυθίζονται λόγω του ίδιου του βάρους, το μέρος που κρατιέται στο χέρι είναι κοντό και ο χειριστής δεν είναι εύκολο να κρατήσει το τεμάχιο εργασίας. Προκειμένου να διασφαλιστεί η στάθμη των εξαρτημάτων, πρέπει να τοποθετηθεί ένας χειριστής στον πίσω κανόνα για να κρατά τα εξαρτήματα σε επίπεδη κατάσταση με το χέρι. Επομένως, κατά την επεξεργασία τέτοιων εξαρτημάτων, πρέπει να διευθετηθούν 2 χειριστές. Στην εργασία, διαπιστώθηκε ότι το πίσω μετρητή μπορεί να χαμηλώσει σε ένα ορισμένο μέγεθος, και τα καρφιά στο πίσω μετρητή χρησιμοποιούνται για τοποθέτηση και τα μέρη τοποθετούνται οριζόντια στο πίσω μετρητή. Αυτό όχι μόνο μειώνει τον αριθμό των χειριστών, αλλά εγγυάται επίσης αποτελεσματικά την ακρίβεια μηχανικής κατεργασίας.
9) Κάμψη σε βαθύ κλειστό σχήμα
Στην πραγματική επεξεργασία, η επεξεργασία κάμψης βαθιάς κλειστού σχήματος μπορεί να χρησιμοποιηθεί με ευελιξία. Ελλείψει μιας μήτρας βαθιάς κάμψης κλειστού τύπου, κατά την κάμψη των εξαρτημάτων όπως φαίνεται στο Σχήμα 7, υιοθετείται η κατάσταση σύσφιξης που φαίνεται στο Σχήμα 8. Διαχωρίστε τον πίνακα μετάβασης, η απόσταση είναι ελαφρώς μεγαλύτερη από το πλάτος του εξαρτήματος και το μέγεθος κατανέμεται εύλογα και δύο μέρη μπορούν να λυγίσουν τη φορά.

Οι μέθοδοι και οι τεχνικές επεξεργασίας που εισήχθησαν παραπάνω μπορούν να λύσουν τα προβλήματα επεξεργασίας μεγάλου αριθμού παρόμοιων εξαρτημάτων σε προϊόντα και είναι πολύ κατάλληλες για την ανάπτυξη προϊόντων με πολλαπλές ποικιλίες, μικρές παρτίδες και σύντομους κύκλους παραγωγής. Μέσω αυτών των μεθόδων, όχι μόνο μπορεί να εξοικονομηθεί η δαπάνη του κόστους εργαλείων, αλλά και ο κύκλος παραγωγής και επεξεργασίας μπορεί να συντομευτεί, το κόστος παραγωγής μειώνεται και η ποιότητα του προϊόντος βελτιώνεται. Αυτές οι μέθοδοι επεξεργασίας και οι δεξιότητες χρήσης μπορούν επίσης να εφαρμοστούν και να προωθηθούν σε μηχανές κάμψης φρένων CNC με παρόμοια δομή.
Σχετικά προϊόντα
 Πώς να επιλέξετε την χωρητικότητα της μηχανής υδραυλικής πρέσας φρένων
Πώς να επιλέξετε την χωρητικότητα της μηχανής υδραυλικής πρέσας φρένων- WILA Αποτελεσματικό Διάλυμα Κάμψης Μεσαίων και Παχύρων Πλακών
- Πώς να επιλέξετε το κατάλληλο καλούπι της μηχανής κάμψης με φρένο πρέσας
- Συμβατική Ακολουθία Κάμψης και Καθημερινή Χρήση Προδιαγραφές Καλουπιού Μηχανής Κάμψης
- Γιατί να προσθέσετε ένα σύστημα αντιστάθμισης σε ένα μηχάνημα κάμψης με πρέσα φρένων
- Η αρχή λειτουργίας και η σύνθεση της μηχανής κάμψης φρένων πίεσης CNC
- Καλούπι μηχανής κάμψης φρένων China Press Brake
- Πώς να υπολογίσετε το επίδομα κάμψης για το φρένο πίεσης
- Τι είναι το Press Brake Crowning
- 2021 Ultimate Guide of Metal Brake Machine